【溶剤回収装置】
溶剤回収装置シェア


開発設計チームリーダーの越前です。
工場内の製造工程で酢酸エチルが多く混入した、廃液中の酢酸エチルの溶剤回収を希望され
この度 HK社様にこの溶剤回収装置がご採用されましたので、ここに紹介します。

1)型式能力 CSR-S-50 50L/hの処理量
2)導入背景と経緯
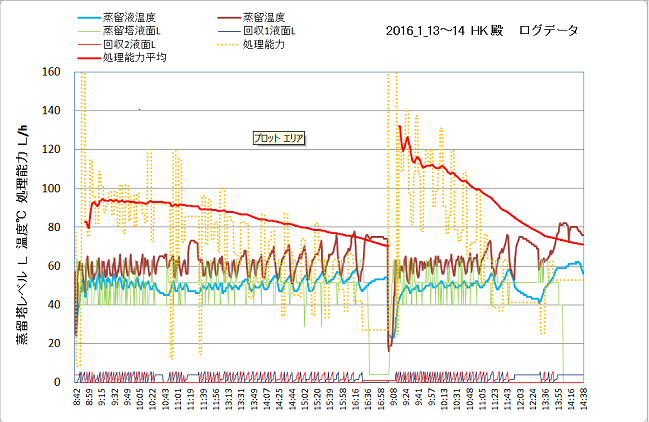
・お客様は出来るだけ効率よく処理能力を向上させて欲しいとのご希望がありました。
そこで従来の制御方式では回収タンクが1つの為の溶剤タンクに移送する時には、蒸留工程を中断することなり効率が悪い。
・回収タンクを複数にして蒸留工程を中断することなく連続的に溶剤を移送する制御方式して、結果的には蒸留塔の大きさをそのままで、最低でも80 L/hを達成しました。
廃液の粘度次第では100 L/h以上の達成しました。
3)装置の概要
・コンパクトで設置しやすい (W 1400 H 2000 D 1200)
・操作盤は本質安全防爆仕様 電磁弁・真空ポンプ耐圧防爆仕様ただし制御盤は安全場所設置です。
・制御盤盤面のタッチパネルからの遠隔操作で、全自動運転で連続回収可能。
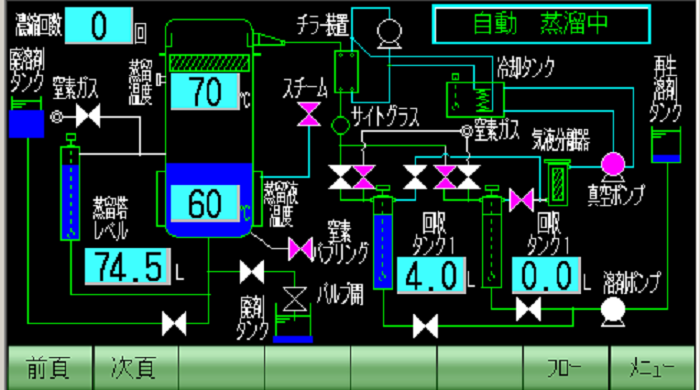
・減圧蒸留で溶剤を回収します。 熱源はスチームと、安全場所設置した電気ヒータで温水加熱の2種類です。
・弊社のスタンスとしては、納入後約1~3ヵ月はコンヒラリモートで遠隔監視をしてメンテや制御性の向上を図っています。
関連製品情報
溶剤回収装置